Conveyor belts – the TRUE cost
No matter what price you pay, it is how long your conveyor belts last before needing to be replaced that actually dictates their true cost.

Most people would agree that the selling price has the biggest influence on the purchasing decisions that we make. However, choosing to buy something simply because it is ‘competitively priced’ can often prove to be a costly mistake. As with virtually any product, price ultimately determines the quality, which in turn determines the longevity. When it comes to conveyor belts, low quality is reflected in repeated repairs, a general lack of resistance to wear and tear and accidental damage and ultimately, much shorter operational lifetimes. Indeed, all the evidence points to top quality European-made belts being able to provide up to four or five times longer operational life, especially when compared to their Asian counterparts.
So, are you getting the best value for money and how do you convince those who hold the purse strings that you want to put a seemingly much higher-priced belt to the test? The only way to find the answers to these questions is to calculate and compare based on the ‘whole life cost’ of the belt because ultimately, no matter what price you pay, it is how long your conveyor belts last before needing to be replaced that actually dictates their true cost.

Who decides?
Managers and engineers directly responsible for conveyor operation and maintenance will naturally be very aware of conveyor belts that are prone to damage and the frequency of their repair and replacement. They will also see the prices being offered for replacement conveyor belts. Sadly, in far too many cases, the people at the sharp end have little or no say in the final decision-making process. All too often, the decision as to what conveyor belt to buy is made by those who control purchasing and expenditure and, almost without exception, they will want to buy at the lowest possible price.
Talking financial rather than technical
Not surprisingly, it is extremely rare for those who are responsible for purchasing and capital expenditure to understand the technical differences associated with the performance and longevity of a conveyor belt. They are even less likely to appreciate the substantial additional cost implications caused by conveyor belts that require repeated repair and ultimately need to be replaced prematurely. To be fair, they cannot be an expert on every product they are required to source. Trying to convince buyers and accountants can be difficult but it becomes much easier if you present them with a factual financial argument that is based on ‘whole life’ cost comparisons.
Calculating ‘whole life’ cost
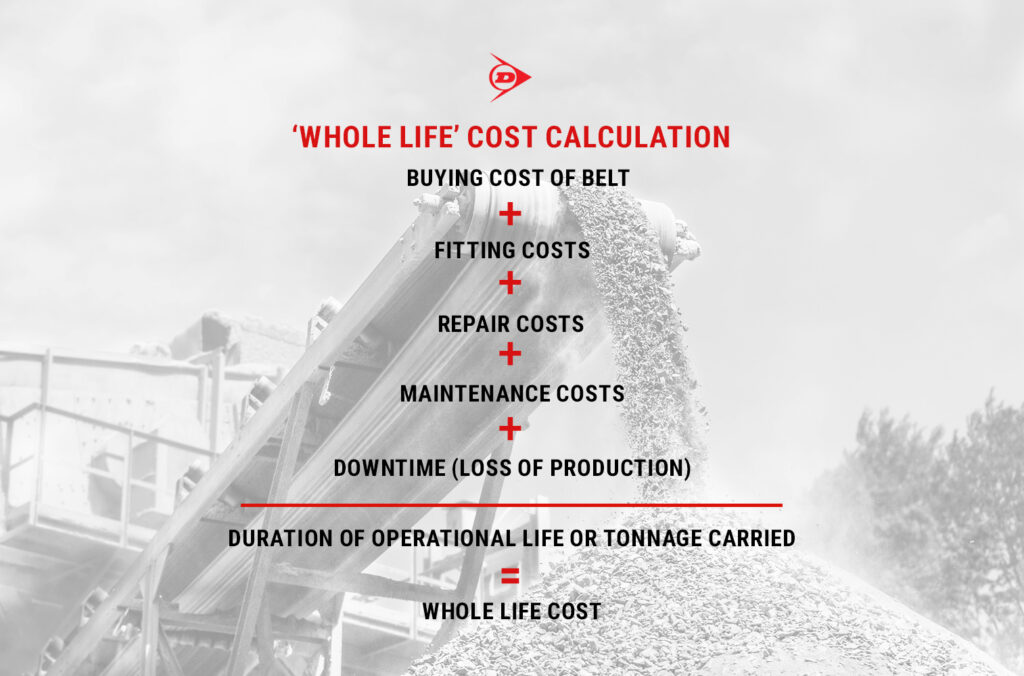
The principal of ‘whole life cost’ is simply the sum total cost (excluding VAT) of the conveyor belt itself plus the cost of its installation including splicing. Added to this are the labour and material costs incurred in repairing the belt (including the splice joints) during its lifetime plus the estimated costs of lost output while those repairs are carried out. These calculations are easier to make if conveyor maintenance and repair is contracted out to a vulcanizing company. However, if these functions are performed ‘in-house’ then it is important that accurate maintenance records are kept.
Time or tonnage?
The final step is simply to divide the total. This can either be done by the period of time that the belt has run or, if known, the amount of material conveyed during its operational life. On conveyors that are usually running non-stop during the day then time is usually the best measure. However, if the conveyor only operates intermittently then using tonnage as the basis for the calculation may prove more accurate.
Choosing a different supplier
Having calculated the cost of a belt you are using or have finished using, the question then becomes one of comparison. There is little or no point in making a ‘whole life cost’ calculation unless you have something to compare it against. This, of course, means trialing a higher grade of the belt or a different type of belt entirely, perhaps both. The most challenging aspect of selecting conveyor belts based on whole life cost is that it can be difficult to accurately predict the lifespan of a belt that you may never have used before.
Suppliers of conveyor belts, regardless of their reputation for quality or otherwise, can never guarantee how long a belt will last before needing to be replaced. Do not let this put you off. Ask the supplier for a technical datasheet, product reviews, testimonials, case studies and product literature. If you choose a tried and trusted manufacturer, especially one actually manufacturing in Europe, although the buying price may be appreciably higher, the reduction in expenditure and increases in productivity are usually considerable. As the old saying goes, “Price is what you pay but cost is what you spend”.